
64公斤气动不锈钢球阀闸阀的强度试验与截止阀一样。闸阀的密封性试验有两种方法。①闸板开启,使阀内压力升至规定值;然后关闭闸板,立即取出闸阀,检查闸板两侧密封处有否渗漏或者直接往阀盖上的堵头内注入试验介质至规定值,检查闸板两侧密封处。以上方法叫做中间试压。这种方法不宜在公称通径DN32mm以下的闸阀做密封试验。
清洗时,要彻底的清洗干净残留的灰尘,油污和其它附着物,如用清水无法清洗干净,可在不损坏阀体和零部件的前提下,针对性的用酒精等清洗剂进行清洗。

对准前后之配管中心,使法兰接口平行,将螺丝均匀锁紧,注意不可有过大之配管应力产生在气缸控制阀上。请依气缸控制阀之大小及重量,在配管上或对本体给予适当之支撑固定。分解检查:阀门应定期进行一次分解检修,分解检修时要重新冲洗零件、清除异物、污渍和锈斑、更换损坏或磨损严重的垫片和填料、修正密封面,检修后阀门需重新进行水压试验,合格后方可重新使用。气动蝶阀可以充分利用气源压力,这是一些用户并不知道这些原理。这就是对于气动蝶阀还不是十分了解。气动蝶阀利用气源压力可以把一些不容易不干净介质带走。这就有利于气动蝶阀对于管道中的安全性的提高非常有效了。
二是部分经营者通过对废旧单法兰管道气动球阀翻新、重新油漆后进行二次销售,给工程质量带来严重的安全隐患,严重扰乱了单法兰管道气动球阀市场秩序。
波纹管与组件焊接后,应用减压阀后最高压力的1.5倍、用空气进行强度试验。② 密封性试验时按实际工作介质进行。用空气或水试验时,以公称压力的1.1倍进行试验;用蒸汽试验时,以工作温度下允许的最高工作压力进行。进口压力与出口压力之差要求不小于0.2MPa。试验方法为:进口压力调定后,逐渐调节该阀的调节螺钉,使出口压力在最大与最小值范围内能灵敏地、连续地变化,不得有停滞、卡阻现象。对蒸汽减压阀,当进口压力调走后,关闭阀后截断阀,出口压力为最高和最低值,在2min内,其出口压力的升值应符合表4.176—22中规定,同时,阀后管道容积符合表4.18中规定为合格;对水、空气减压阀,当进口压力调定后,出口压力为零时,关闭减压阀进行密封性试验,在2min内无泄漏为合格。
大型高温蝶阀采用钢板焊接制造,主要用于高温介质的烟风道和煤气管道。

64公斤气动不锈钢球阀1.闸阀、截止阀、蝶阀各适用于什么场合?这三种阀按开关难易排列:截止阀、闸阀、蝶阀;
对低温介质,应选用低温专用闸阀。

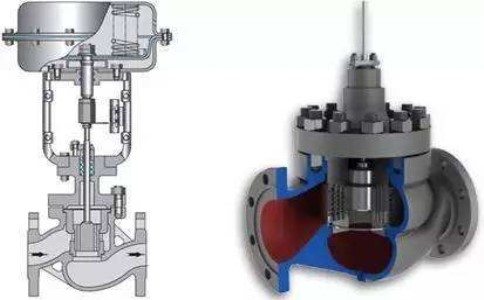
64公斤气动不锈钢球阀 首先将气缸从阀体上拆下来,先把气缸两端盖拆开,拆活塞时一定要注意活塞齿条的方向,然后用外力顺时针旋转气缸轴使活塞运行到最外边,再将关阀孔慢慢通气用气压轻轻将活塞顶出,但此方法一定要注意慢慢通气,否则活塞会突然喷出,有点危险!然后将气缸轴上卡簧拆掉,气缸轴就可以从另一端拿出来。然后就可以对每个部件进行清理,加润滑脂,需加润滑脂部位为:气缸内壁及活塞密封圈,齿条及背环片,还有齿轮轴及密封圈。加好润滑脂后就要按拆的顺序及部位反顺序安装后就要按拆的顺序及部位反顺序安装,一定要注意齿轮齿条的位置,一定要保证在开阀位置时即活塞缩到最里面去的位置时齿轮轴上端槽与气缸体平行,关阀位置时即活塞伸到最外面来的位置时齿轮轴上端槽与气缸体垂直。 气缸与阀体安装调试方法及注意事项: 首先将阀门用外力置于关闭状态,首先将阀门用外力置于关闭状态,即顺时针旋转阀轴直到阀板与阀座密封接触,同时将气缸也置于关阀状态(即气缸轴上方小槽与缸体成垂直状对于顺时针旋转为关阀的阀门),然后将气缸装到阀门上去(安装方向与阀体平行或垂直都可以),再看螺丝孔是否对正,不会有太大偏差,如有少许偏差,将气缸体转动一点就可以了,然后将螺丝紧固。气动蝶阀调试先检查阀门配件是否安装齐全,电磁阀及消音器等,如有不齐全,不得调试,正常供器气压力为0.6MPA±0.05MPA,运行前确保阀体内无杂物卡在阀板处,首次调试运行时用手动操作电磁阀手动钮(手动操作时电磁阀线圈失电,手动操作才有效;电控操作时将手动扭置于0位圈失电,手动操作才有效;0位为关阀,1位为开阀,即得电开阀,失电关阀如需得电关阀,失电开位为关阀将电磁阀线圈旋转180度安装即可),并观察阀门运行状态。
可是在一些状况下,其他类型的阀门,要是把2个或更好几个阀门适度地相连接起來,也能作调速分离用。
- 上一篇:不锈钢气动球阀dn2oo
- 下一篇:高压气动球阀 dn300
